






鍛造ステンレス三ツ又鍬の製造工程
菜園鍬(溝引タイプ)SY式グリップの製造工程

2.3ミリの高張力鋼板にハガネを溶接します。
3.2ミリの普通鉄板が主流ですが、当社製品は軽くてしかも強度を出すために ハイテンを使用しています。
溶接に技術を要します。

①の溶接した材料を約900度に熱したガス炉に入れ、鍛造ローラーで引き延ばします。
溶接面を平らにするのと、刃先を薄くするのが目的です。
この後焼きなましとなります。

②の延ばした材料をプレスで切断します。
長さを一様に整えると同時に刃先がまっすぐになるよう切断します。

③の刃先を切断した材料の両側に膨(ふく)らんでいる部分<横の部分>をパワシャーでまっすぐになるよう切断します。
簡単に見えますが、熟練が要求されます。
自分の目と勘(カン)が全てです。

③と④で縦・横の寸法を揃えた材料をフリクションプレスで型入れします。
縦の部分の緩やかな曲がり、横の部分の膨らみ、首の部分の補強を1つの型によって行います。

⑤の型入れした材料の矯正を行います。
②~⑤までの工程で若干の歪(ひずみ)がハガネ部分に出ているので、ハンマーで叩いて調整します。
この工程での微調整が使いやすさ・鍬のよさを大きく左右します。
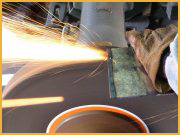
⑥までで型が整った材料を、グラインダーでハガネ部分を研磨して黒皮を除去した後、刃を立てます。
刃付けの角度によって切れ味の良し悪しが決まります。
長年の勘(カン)です。

>⑦の研磨した材料に泥を塗って、約800度にて水で焼入れします。
この時泥を塗るのは、焼きむらを防ぐのと冷却速度を速めるためです。
この後すぐに約200度にて焼き戻しをします。
焼入れによってハガネをより硬くし、焼き戻しによって硬くなったハガネに柔軟性をもたせます。
1番大事な工程だと言えます。

⑧の材料にあらかじめ作っておいた角ヒツを溶接します。
このときの溶接角度・左右のバランスが非常に大事です。
母材が2.3ミリのハイテンなので0.9ミリのワイヤで溶接します。

⑨の溶接した材料をショット・ブラストに入れ、黒皮の除去及び溶接のときに付いたスパッタ・スラグ・よごれなどをきれいに落とします。
この後研削液で洗い、乾燥させます。

⑩のきれいになった材料をグラインダーで最終的な刃付けをした後、ペーパーバフにて仕上げの研磨を行います。
きれいに研磨をすることにより、泥離れがよくなります。

⑪の研磨した部分にサビ止めのニスを塗り、角ヒツ側の上半分を黒色の塗料で吹き付けます。
これで鍬本体の出来上がりです。
塗料が乾いたら、ビニール袋に入れます。

⑫の出来上がった鍬本体に木柄を打ち込み、あらかじめ作っておいたクサビをさらに打ち込みます。
これで菜園鍬の出来上がりです。
 商品カテゴリー
商品カテゴリー 営業日カレンダー
営業日カレンダー